ペットボトルキャップ用に製造されたキャップライナーのレオロジー試験。

ペットボトルキャップ用に製造されたキャップライナーのレオロジー試験。
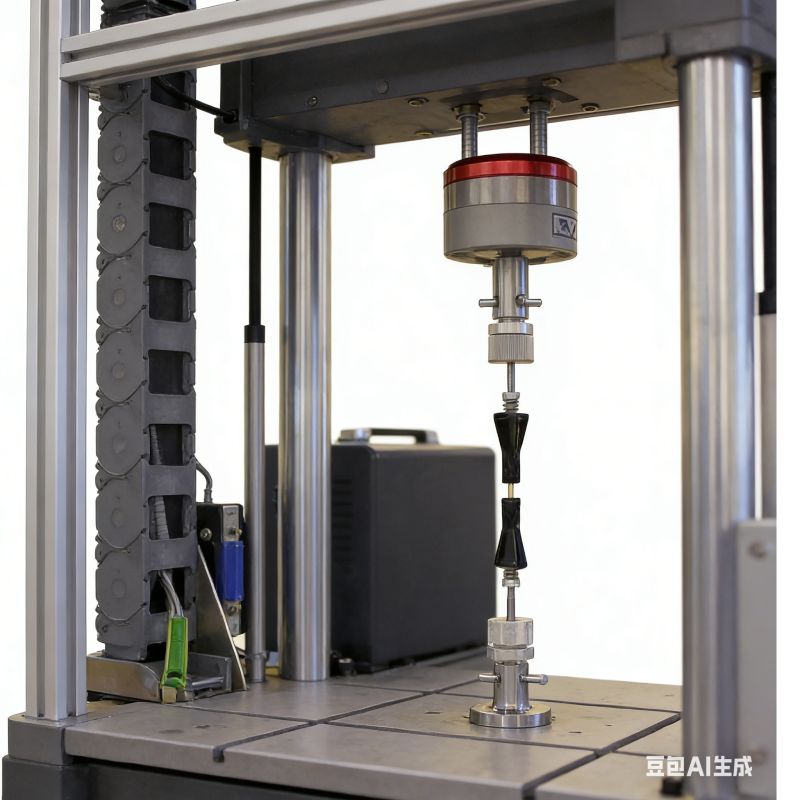
当社のキャピラリー レオメーターを使用して、20 mm のキャピラリー ダイを通して押し出す前に、予熱時間 900 秒、圧縮力 5000 N で 230°C で溶融したポリプロピレン (PP) コンパウンドをテストしました。
见积もりを取得制品详细
ペットボトルキャップ用に製造されたキャップライナーのレオロジー試験。
ボトルキャップのライナーは高度な技術が必要な部品であることをご存知ですか?ボトルのキャップを閉める際に確実に密閉するためには、適切なキャップ ライナーを選択することが重要です。消費者の安全に直接関係する食品、水、ソフトドリンク、医薬品、製品がボトルに含まれている場合、シールの素材は最も重要です。ライナーの素材は、漏れ防止、防湿層の形成、耐薬品性、保存寿命などのさまざまな要件に基づいて選択されます。キャップライナーの製造には、さまざまなポリマー (テフロン、シリコーン、ポリオレフィン)、紙で裏打ちされたフォーム、アルミニウム箔が使用されます。
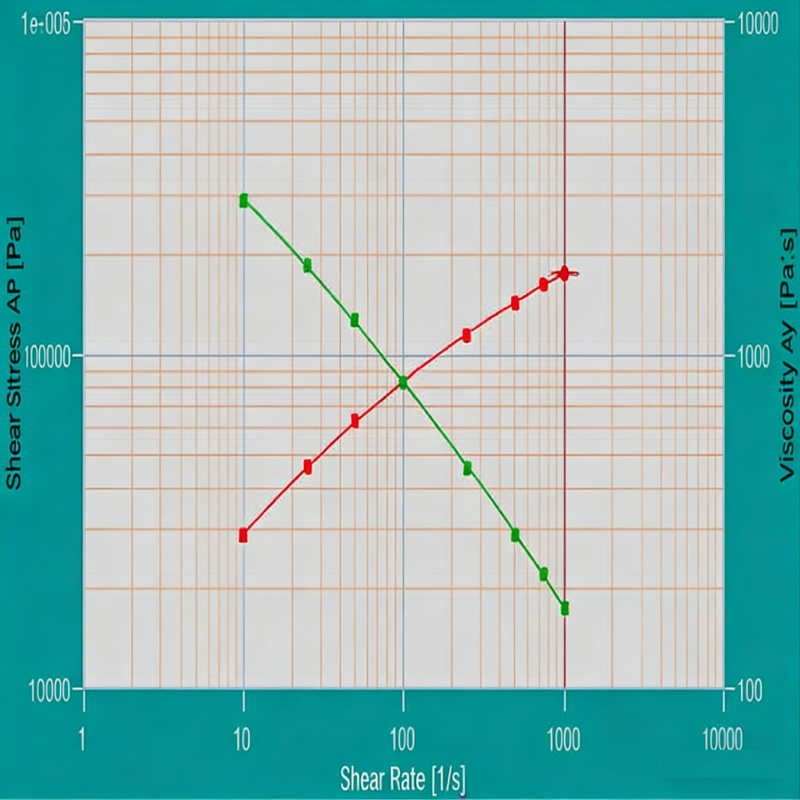
ボトルキャップの内側にしっかりとフィットし、良好なシールを提供する高品質の部品を成形するために、ライナーに使用されるプラスチック材料の流れ挙動を理解することに熱心なキャップライナーメーカーから私たちにアプローチがありました。当社のキャピラリー レオメーターを使用して、20 mm のキャピラリー ダイを通して押し出す前に、予熱時間 900 秒、圧縮力 5000 N で 230°C で溶融したポリプロピレン (PP) コンパウンドをテストしました。この PP コンパウンドに 10 s-1 から 1000 s-1 の範囲でせん断速度を増加させた結果、2875 Pa・s (10 s-1) から 176 Pa・s (1000 s-1) の粘度値の低下が観察されました。
この材料を気泡なく均一に溶解するには、より長い予熱時間が必要であり、より高い圧縮力が必要であることに気付きました。比較すると、未加工の PP グレードは、約 300 秒間の予熱後、500 N の制御された力で圧縮すると、200 ~ 250 °C で均一に溶解します。全体として、この材料のテストから再現性のある結果を得ることができました。右側のせん断速度対粘度のプロット (緑色の線) は、材料がせん断に非常に敏感であることを示しています。
ボトルキャップのライナーは高度な技術が必要な部品であることをご存知ですか?ボトルのキャップを閉める際に確実に密閉するためには、適切なキャップ ライナーを選択することが重要です。消費者の安全に直接関係する食品、水、ソフトドリンク、医薬品、製品がボトルに含まれている場合、シールの素材は最も重要です。ライナーの素材は、漏れ防止、防湿層の形成、耐薬品性、保存寿命などのさまざまな要件に基づいて選択されます。キャップライナーの製造には、さまざまなポリマー (テフロン、シリコーン、ポリオレフィン)、紙で裏打ちされたフォーム、アルミニウム箔が使用されます。
ボトルキャップの内側にしっかりとフィットし、良好なシールを提供する高品質の部品を成形するために、ライナーに使用されるプラスチック材料の流れ挙動を理解することに熱心なキャップライナーメーカーから私たちにアプローチがありました。当社のキャピラリー レオメーターを使用して、20 mm のキャピラリー ダイを通して押し出す前に、予熱時間 900 秒、圧縮力 5000 N で 230°C で溶融したポリプロピレン (PP) コンパウンドをテストしました。この PP コンパウンドに 10 s-1 から 1000 s-1 の範囲でせん断速度を増加させた結果、2875 Pa・s (10 s-1) から 176 Pa・s (1000 s-1) の粘度値の低下が観察されました。
この材料を気泡なく均一に溶解するには、より長い予熱時間が必要であり、より高い圧縮力が必要であることに気付きました。比較すると、未加工の PP グレードは、約 300 秒間の予熱後、500 N の制御された力で圧縮すると、200 ~ 250 °C で均一に溶解します。全体として、この材料のテストから再現性のある結果を得ることができました。右側のせん断速度対粘度のプロット (緑色の線) は、材料がせん断に非常に敏感であることを示しています。
プロダクトパラメータ
には
| Name | Download |
|---|